

工場の検査で合格となり、出荷された製品がお客様の現場で問題を起こす場合があります。どうしてこのようなことが起こるのでしょうか。工場の検査での見落としや、検査の仕方に問題があることもあるかもしれませんが、多くは設計に起因します。工場では設計部門から与えられた手順で製造し、設計部門から与えられた検査基準で検査します。そもそも製造現場とお客様の現場では環境が違います。自社工場では管理された環境の中で製造されますが、お客様の現場はほとんど無管理状態です。つまり、工場の出荷検査に合格した製品でも、設計部門が想定していない環境で使用されると、不良になることが起こり得るのです。こうした不良は、工場での品質管理を強化しても防ぎ切れません。品質管理の手法には限界があるのです。限界を乗り越えるためには、源流である「設計品質」を高めることが必要です。
設計品質を高める方法として、デザインレビューがよく知られていますが、これは、忙しい設計者が見逃している点を、経験豊かな人や他部門の人が見つけ出そうということです。最低限の品質保証にはなると思われますが、これにも限界があります。お客様のどんな劣悪な環境でも製品が兼ね備えるべき基本機能が安定して維持できるように設計しなければなりません。従来の信頼性試験では、多大な時間をかけて大量のデータを取得しなければなりません。また、経営の観点からすると開発期間の短縮も必要です。安定性確認テストに多くの時間とコストをかけるわけにもいきません。

こうした状況で設計品質を高めるにはどうしたらいいのでしょうか。市場での環境を想定して、劣悪な環境でのテストをできるだけ少ない工数で実施する方法が必要です。こうした課題を解決する方法の一つとしてタグチメソッド(品質工学)という方法があります。その中に「機能性評価」という考え方があります。発生率の結果データで「確率」を予測するのではなく、機能の安定性という「性質」そのものを予測するという考え方です。
機能とは、もののはたらきのことで、入力したものから求める出力を得る働きと定義できます。たとえば、プリンターはデータという信号を入力して印刷物を出力します。その時、印字品質に影響を与えるものとしては、温度、用紙の質、インクの粘度、筐体のひずみ、など様々な要因が考えられます。このような機能を乱す要因をノイズ因子と呼びます。一方で、装置のセッティング、材料、ヘッドの圧力など、求める出力が得られるようにコントロールできる要因を制御因子と呼びます。
機能性評価は、一つ一つのノイズ因子について極端な条件を設定して、その組み合わせでテスト回数を決めます。極端に意地悪な条件ですから、一つの組み合わせに対して繰り返しは1回で十分です。ですから限られたパターンだけテストして評価すればいいので、時間とコストを抑えることができます。たとえば、部品を選択する場合、機能性評価を実施し、一番安定性の高い部品を選択すれば、市場不良の未然防止につながります。ちなみに安定性を評価する指標としてはSN比が使われます。SN比とは、平均値と標準偏差の比です。目標値である平均値に対してバラツキを表す標準偏差が小さくなればSN比が大きくなりますから、SN比の値が大きいほどバラツキが少なく、安定性が高いということになります。
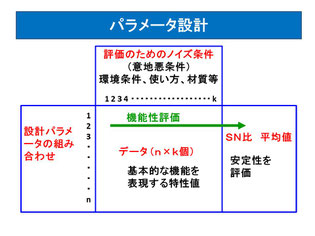
製品設計においては、市場に出てから遭遇するであろう多くの変動要因を考え、それらの変動の影響を受けにくい設計を行うことで、市場不良が発生しにくい製品設計ができます。具体的には、機能を制御するできるだけ多くの設計パラメータ(制御因子)を抽出し、すべての設計パラメータの組み合わせの中から最適な組み合わせのパターン(設計パターン)を見つけ出す、すなわち、変動要因(ノイズ因子)の影響を一番受けにくいパターンを機能性評価によって見つけ出すということです。
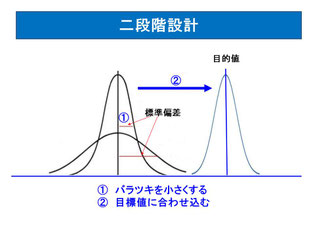
ただ、製品設計の場合は安定性だけでなく、スペック(製品の仕様)の満足度も高めなければなりません。そこで、まずはバラツキを小さくしてから、目的の物性値に合わせ込むという手順を取ります。つまり、標準偏差を小さくできる設計パターンを見つけ、それからノイズ因子が大きく変動してもバラツキが変わらない制御因子を見つけて、その制御因子で平均値が目的の値になるよう調整するということです。このような手順を二段階設計(2ステップ法)といいます。順序が逆だと、品質のバラツキに振り回されることになりますので、注意が必要です。
こうしてノイズ因子に対して安定性が高く、顧客の要求する要件(仕様)を満足する製品設計ができれば、その設計に基づいて製造部門で作り込み、その条件を検査基準として品質管理を行うことで、お客様の現場がたとえ劣悪な環境であってもお客様の求める機能の安定性を確保することが可能となります。
ご質問はこちらへどうぞ

e&i経営研究所
お気軽にご相談ください

コメントをお書きください